
電 話:13362768770 、15312703031
郵 箱:77594050@qq.com
地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
官網:http://www.176178.cn


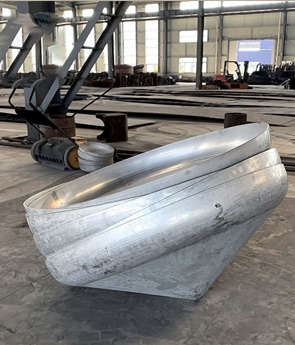
該封頭包括凸面封頭、圓錐形外殼、縮徑斷面、平頂蓋和緊口設計。凸頭包括半球形頭、橢圓形頭、圓盤頭和圓頭。從力凸頭的角度看,半球形封頭逐漸變差,但從制造難度上看,逐漸變好
1.封頭廠家表示,封頭的形狀、尺寸、成型厚度和無損檢測應按照規定和相關標準進行反復檢查,以確保封頭的整體質量。
2.切邊后,要測量圓度公差,一般是大值與小值之差,數值上應不大于25mm。在封頭端面的任意兩直徑位置上應放上直尺或拉緊的鋼絲,來對總深度進行測量,一般不能超過規定值。3.對該封頭直邊傾斜度進行測量時,直邊的增厚部分不應該被計入。
4.使用間隙樣板,來檢查橢圓封頭內表面的形狀公差,注意檢測時樣板要垂直于待測表面,不然結果可能會不準確
由于模型不同,碳鋼封頭的頭部制作方式也不同。如小頭,在制造整體成型時,以及大中型頭在成型前需要拼接。這種制造方法應用較多,標準中的要求主要為其。對于大頭,由于運輸和開口等因素,需要將其分成幾個部分,然后組裝焊接在一起。

在拼接頭時,封頭生產廠家的拼接距離應大于3δ且不小于100mm。然而,制冷設備很難滿足這一要求,且有其特殊性。避免在盤頭處拼接,否則會導致變薄和高應力。當拼接時,只允許徑向和周向焊縫方向,這可能會取消在未來較大的頭部。








 電話:
電話: 郵箱:77594050@qq.com
郵箱:77594050@qq.com 公司名稱:江蘇聯宏機械有限公司
公司名稱:江蘇聯宏機械有限公司 公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側 


